如何在Excel中制做Xbar-R控制圖?如今的霧霾天的次數越來越多,人們更加關心空氣質量狀況,比如一些顆粒物的含量、有毒氣體的含量等等,再比如百度經驗瀏覽量,這些項目還怎樣監控才能最有效呢?企業中會使用統計過程控制的方法,Xbar-R控制圖就是其中的一種,Xbar指的是測量對象的平均值,R指的是測量對象的極差,所以Xbar-R控制圖的中文名字就叫平均值-極差控制圖。
一、SPC控制圖是什么?
SPC是Statistical Process Control (統計過程控制) 的簡寫,控制圖是用于分析和判斷工序是否處于穩定狀態所使用的帶有控制界限的圖。SPC控制圖是對過程質量加以測定、記錄從而進行控制管理的一種用科學方法設計的圖,是質量控制的行之有效的手段 ,是SPC技術的核心工具。
問世數十年來,質量控制圖在眾多現代化工廠中得到了普遍應用,并憑借其強大的分析功能,為工廠帶來豐厚的實時收益。最初的控制圖分為計量型與計數型兩大類,包含七種基本圖表。
計量型控制圖包括:
IX-MR(單值移動極差圖)
Xbar-R(均值極差圖)
Xbar-s(均值標準差圖)
計數型控制圖包括:
P(用于可變樣本量的不合格品率)
Np(用于固定樣本量的不合格品數)
u(用于可變樣本量的單位缺陷數)
c(用于固定樣本量的缺陷數)
二、Excel中制做SPC Xbar-R控制圖教程:
1、概述
Xbar-R控制圖的整體輸出樣式如下表所示,表頭部分為監控項目的詳細信息,兩個圖表中一個為平均值的變化趨勢圖,另一個為極差變化趨勢圖。接下來,就以經驗推廣中“經驗瀏覽量”為例來說明Xbar-R控制圖的制作詳細過程。
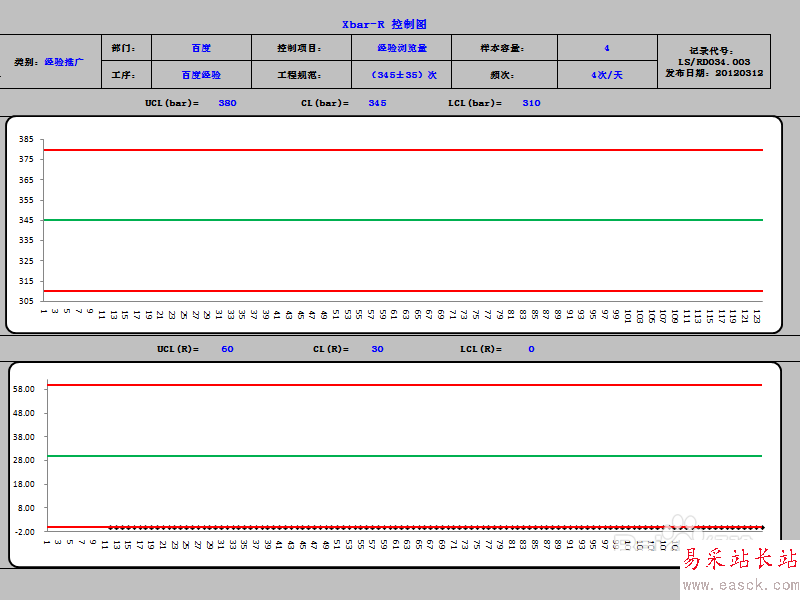
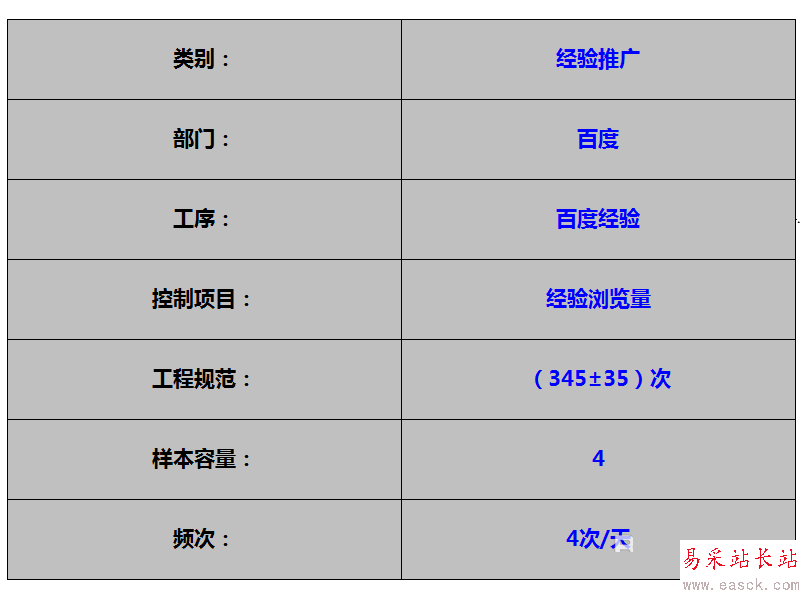
2、表頭制作
表頭主要是涵蓋以下詳細信息,即類別、部門、工序、控制項目、工程規范、樣本容量和頻次,其中控制項目即為百度經驗瀏覽量,這是整個Xbar-R控制圖制作過程的核心,工程規范為某個時間要求經驗瀏覽量范圍(310-380)次。
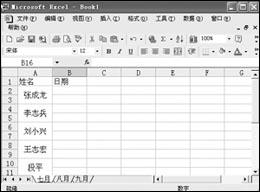
3、數據采集
按照要求,一天采集四次數據,可以按照時間來定,比如分為9:00、13:00、17:00、22:00四個時間段,每個時間段采集一個數據,記錄下來。
采集完成后,計算四個數據中的最大值、最小值,以及極差=最大值-最小值,這樣數據采集與處理部分就完成了。

4、控制限的制定
一般需要在表格的最下方提供工程規范和實際控制,實際控制的范圍一定要小于等于工程規范。例如經驗瀏覽量的工程規范為(310-380)次,實際控制可以為(330-370)次;極差的工程規范為70次,實際極差的控制可以為60次。
新聞熱點



疑難解答